News
How to Weld With a Tig Welder
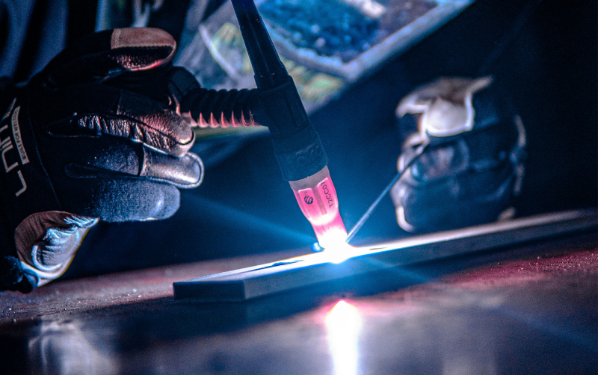
Tungsten Inert Gas (TIG) welding is a precise and versatile method that produces high-quality welds. TIG welding is commonly used in many other industries due to its ability to join thin and non-ferrous metals like magnesium, aluminum, and copper alloys.TIG welding is favored for its precision, control, and cleanliness. Unlike other welding methods, it does not produce spatter and allows more control over the weld bead. However, it requires high skill and practice due to the manual control needed for the torch and filler material.
This guide will explain the essential steps and techniques for welding with a TIG welder, including equipment, setup procedures, and safety precautions.
What Is a Tig Welder?
A Tungsten Inert Gas (TIG) welder is a specialized welding tool that employs a non-consumable tungsten electrode to generate the weld. This type of welder is distinguished by its ability to produce high-quality, precise welds, making it an essential tool in industries that require clean and robust welds. Unlike other welding methods that rely on consumable electrodes, the tungsten electrode in a TIG welder remains intact throughout the process, which allows for greater control over the weld.
Using an inert gas, usually argon or a combination of argon and helium, to protect the weld region from air contamination is one of the key components of a TIG welder. This shielding gas is crucial in protecting the weld pool from oxygen and nitrogen, which can cause defects such as oxidation and porosity. The inert gas flows continuously from the torch, enveloping the welding area and ensuring a clean, uncontaminated weld. TIG welders are highly versatile and can be used on multiple metals, including stainless steel, aluminum, magnesium, and copper alloys.
A Step-by-Step Guide on Tig Welder
TIG welding
Below is a detailed guide on how to weld aluminum TIG welder:
Gather Your Equipment
Before starting, ensure you have all the necessary equipment. This includes a welder TIG, tungsten electrodes, a torch with a gas nozzle, a filler rod, a foot pedal or hand control for amperage, and personal protective equipment (PPE) such as a welding helmet, gloves, and a welding jacket. Additionally, you will need an inert gas supply, typically argon.
Prepare the Work Area
Set up your work area in a well-ventilated space, free from flammable materials. Secure your workpiece on a stable surface, ensuring it’s clean and free of contaminants like oil, rust, or paint, which can affect TIG weld quality. You can use a chemical cleaner to prepare the metal surface.
Set Up the TIG Welder
Connect the TIG torch to the welder, attach the ground clamp to the workpiece or work table, and connect the inert gas supply to the welder. Adjust the gas flow rate depending on the material you are welding, typically between 15 and 20 cubic feet per hour (cfh). Select the appropriate tungsten electrode for the material; for instance, use a pure tungsten electrode for aluminum.
Sharpen the Tungsten Electrode
Sharpen the tungsten electrode to a fine point using a dedicated grinding wheel to avoid contamination. The shape of the tip affects the arc stability and the weld profile. A pointed tip is generally used for DC welding, while a balled tip is preferred for AC welding, particularly aluminum.
Adjust the Settings
Set the TIG welding machine to the correct polarity: DCEN (Direct Current Electrode Negative) for most metals and AC (Alternating Current) for aluminum and magnesium. Adjust the amperage based on the metal’s thickness and type. One amp for every 0.001 inch of material thickness is a considerable approximation.
Start the Arc
Position the torch at a 10-15 degree angle from vertical, pointing towards the direction of the weld. Use the foot pedal or hand control to start the arc. The arc should initiate a pool of molten metal at the weld joint. Keep the tungsten electrode close to the workpiece, but avoid contact to prevent contamination.
Add Filler Material
Add the filler rod gradually to the weld pool’s leading edge after a molten pool has formed. For even deposition, keep your hand firm and your rhythm consistent. Keep the distance from the weld pool constant while moving the filler rod and torch simultaneously.
Control the Weld Pool
Use the foot pedal or hand control to adjust the amperage and control the weld pool size. Excess heat can cause the weld to burn through the material, while too little heat can result in a weak weld. Practice adjusting the heat to find the optimal balance.
Finish the Weld
As you reach the end of the weld, gradually reduce the amperage to taper off the weld pool smoothly, avoiding craters or weak spots. Once the arc is off, please hold the TIG welding torch in place for a few seconds to permit the shielding gas to protect the weld as it cools.
Inspect and Clean the Weld
After welding, inspect the weld for consistency, penetration, and defects such as cracks or porosity. Clean the weld area using a wire brush or chemical cleaner to remove any oxidation or residue. Proper post-weld cleaning enhances the weld’s appearance and prevents corrosion.
Tig Welding Defects: Causes and Remedies
TIG welding defect
Here are some of the most frequent TIG welding defects, with their causes and remedies:
Porosity
Porosity in TIG welding occurs when gas pockets or voids are trapped within the weld metal, weakening the weld and making it susceptible to failure. The primary causes of porosity include contaminants on the base metal or filler rod, such as oil, grease, rust, or paint. Additionally, inadequate shielding gas coverage, often due to incorrect flow rates or improper gas nozzle positioning, can allow atmospheric gases to contaminate the weld pool. Moisture in the shielding gas or from the environment can also contribute to this defect.
To remedy porosity, thoroughly cleaning the base metal and filler rod before welding is essential. Use wire brushing, chemical cleaners, or solvents to remove any contaminants. Ensuring a proper gas flow rate, typically between 15-20 cubic feet per hour (cfh), and checking for leaks in the gas lines will help maintain adequate shielding gas coverage. Store filler rods and electrodes in a dry environment to prevent moisture absorption and ensure the shielding gas is dry and free of contaminants to avoid introducing moisture into the weld pool.
Cracking
Cracking is a severe defect due to excessive heat input or rapid cooling rates, which induce thermal stresses in the weld. Improper weld bead shapes, such as concave or overly convex profiles, can create stress concentrations that lead to cracking. Additionally, using incompatible or poor-quality filler material that does not match the base metal can exacerbate the problem.
To prevent cracking, control the heat input by adjusting the amperage and travel speed, avoiding excessive heat, and using appropriate welding techniques. Aim for a slightly convex weld bead profile by maintaining a consistent torch angle and travel speed. Ensure you use the correct filler material that matches the base metal’s composition and properties, referring to material specifications and welding guidelines to select the appropriate filler rod.
Incomplete Fusion
Weak welds are the outcome of incomplete fusion, which happens when the weld metal does not thoroughly fuse with the base metal or earlier weld passes. . This defect is often caused by insufficient heat input due to low amperage or fast travel speed, poor torch angle or position, and contaminants or oxides on the base metal surface that prevent proper fusion.
To remedy incomplete fusion, increase the heat input by adjusting the amperage and reducing the travel speed to ensure adequate penetration. Maintain the correct torch angle, usually around 10-15 degrees from vertical, and position the torch to focus the arc on the joint. Clean the base metal thoroughly to remove any oxides, contaminants, or surface coatings that could hinder fusion, ensuring a clean surface for welding.
Tungsten Contamination
Tungsten contamination occurs when the tungsten electrode contacts the weld pool, workpiece, or filler rod, introducing foreign materials into the weld. This can also happen if tungsten electrodes are improperly handled or stored, leading to contamination from oils, dirt, or other substances.
To prevent tungsten contamination, maintain a consistent distance of about 1/8 inch between the tungsten electrode and the weld pool, workpiece, and filler rod during TIG welding. If the electrode becomes contaminated, re-sharpen or replace it using a dedicated grinding wheel to avoid cross-contamination. Handle tungsten electrodes with clean TIG welding gloves and store them in a neat, dry environment to prevent contamination from oils and dirt.
Undercut
Undercut is a defect where a groove forms at the weld toe, reducing the cross-sectional thickness and weakening the weld. It is usually caused by excessive heat input or high welding speed, which can blow molten metal away from the weld bead edges. An improper torch angle or travel technique and insufficient filler material addition during welding can also contribute to undercut.
To remedy undercut, adjust the heat input and reduce the welding speed to ensure proper weld bead formation and prevent metal from being blown away. Maintain the correct torch angle and use a consistent travel technique to ensure even deposition of the weld bead. Consistently add filler material to fill the joint adequately and prevent undercutting at the edges.
Conclusion
Learning TIG welding is a journey that requires dedication and practice. By following the step-by-step guide, welders can learn how to weld effectively with a TIG welder. From gathering equipment to understanding common defects and their remedies, this overview equips welders with the knowledge needed for successful TIG welding. With patience and commitment, welders can produce clean, strong welds that meet industry standards.
FAQS
Q1: Can you TIG weld without gas?
In order to prevent contamination of the tungsten electrode and the weld pool during TIG welding, a shielding gas is usually needed. Depending on the material, this gas, usually pure argon or helium, creates a protective bubble around the weld zone. Welding without gas can lead to oxidation of the tungsten electrode, reduced weld quality, and potential health hazards.
Q2: Is TIG welding bad for your health?
TIG welding poses potential health risks like any welding process if proper safety precautions are not followed. Here’s what to consider:
- Ultraviolet (UV) Radiation: Strong UV radiation from the welding arc can harm skin and eyes. To safeguard your eyes, always use a welding helmet with the proper shade lens.
- Fumes: Depending on the metal being welded, welding can generate fumes containing hazardous materials. Ensure proper ventilation or wear a respirator to avoid inhaling harmful fumes.
- Electrical Safety: Always follow electrical safety practices to avoid shock hazards.
Q3: Is TIG only for aluminum?
While TIG welding excels at working with aluminum due to its clean and precise nature, it’s not limited to aluminum. Here are some other metals commonly TIG welded:
- Stainless Steel
- Magnesium
- Titanium
- Nickel Alloys
- Thin Steel

Video Production for Healthcare Brands: What Clinics Need to Know

A Step-by-Step Framework for Reaching New Customers Consistently

The 2026 FIFA World Cup Could Turn Every Phone Into a Second Stadium

Best Way to Raise Your Credit Score Fast: A Practical Guide That Works

The Role of Chiropractic Care in Navigating Personal Injury Claims

Converting Your Sprinter for Comfortable Van Living

The Wellness Benefits of Premium Plant Flowers That Make Buyers Choose Them More

What to Look for When Choosing Seeds

4 Reasons Businesses Invest in Employee Development

Upscale Styling Ideas That Elevate Everyday Living in Your Home

Why Online Games Entertainment Continues Growing in 2026

The Small Human Moments Hidden Inside Online Gaming

The Real Cost and Access Tradeoffs Behind Is 500mg of Metformin a Low Dose for Weight Loss

Guide to Rebuilding Confidence Through Thoughtful Beauty Choices

The Evolution of Online Gaming in the Digital Age
What to Look for When Choosing Seeds


Don Toliver Net Worth: Height, Age, Real Name, Career & More
Don Toliver is an American rapper and singer best known for his RIAA platinum certified songs, No Idea and After...


Finesse2tymes Net Worth: Height, Age, Real Name & Career
Finesse2tymes is an American rapper and recording artist. He is mainly recognized for his thunderous voice and motivational lyrics in...

Sugarhill Ddot Net Worth: Height, Age, Real Name & Career
Sugarhill Ddot is an American hip-hop recording artist best known for his songs, Real Facts and I Wanna Love You....


GloRilla Net Worth: Height, Age, Bio, Real Name & Career
GloRilla is an American rapper and hip-hop recording artist from Memphis. She is best known for her popular singles, “Westside...

Destroy Lonely Net Worth: Height, Age, Real Name & Career
Destroy Lonely is an American rapper best known for his 2022 mixtape, No Stylist. He is currently signed to rapper...
-
Rappers1 year ago
GloRilla Net Worth: Height, Age, Bio, Real Name & Career
-
 Businessman1 year ago
Businessman1 year agoBrandon Fugal Net Worth: How Rich is Skinwalker Ranch Owner?
-

 Rappers3 years ago
Rappers3 years agoBigXthaPlug Net Worth: Height, Age, Real Name & Career
-

 TV Stars1 year ago
TV Stars1 year agoKaleb Cooper Net Worth: How Rich is the TV Star Actually?
-

 Businessman3 years ago
Businessman3 years ago7 Proven Lead Generation Strategies To Implement in 2023
-

 Internet Stars3 years ago
Internet Stars3 years agoMufti Menk Net Worth: How Rich is the Islamic Speaker Actually?
-

 News2 years ago
News2 years agoTrash To Treasure: Maximizing Space And Efficiency Through Junk Removal
-

 TV Stars1 year ago
TV Stars1 year agoCarla Diab Net Worth: How Rich is the TV Star Actually in 2025?
You must be logged in to post a comment Login